Ekstrudiranje je postopek, s katerim se gredice aluminija potisnejo skozi matrico, kar ima za posledico želeni prečni prerez. Postopek iztiskanja aluminija oblikuje aluminij tako, da se segreje in potisne s hidravličnim batom skozi oblikovano odprtino v matrici.Ekstrudirani material se pojavi kot dolg kos z enakim profilom kot odprtina matrice.Ko je iztisnjen, je treba vroč aluminijasti profil kaliti, ohladiti, poravnati in rezati.

Postopek iztiskanja lahko primerjamo s stiskanjem zobne paste iz tube.Neprekinjen tok zobne paste ima obliko okrogle konice, tako kot iztiskanje aluminija ima obliko matrice.Z menjavo konice ali matrice je mogoče oblikovati različne ekstruzijske profile.Če bi sploščili odprtino tube zobne paste, bi nastal ploščat trak zobne paste.S pomočjo močne hidravlične stiskalnice, ki lahko izvaja pritisk od 100 ton do 15.000 ton, je mogoče aluminij ekstrudirati v skoraj vsako zamislivo obliko. Naravne značilnosti aluminija omogočajo ekstrudiranje v zapletene, kompleksne oblike, kar inženirjem in oblikovalci z neomejenimi možnostmi oblikovanja.
Obstajata dve metodi ekstrudiranja – neposredna in posredna – in postopek na splošno poteka po naslednjih korakih:
Iz prečnega prereza oblike, ki jo želite ustvariti, se vlije kocka.
Aluminijaste gredice se segrejejo v peči na približno 750 do 925ºF, točko, kjer aluminij postane mehka trdna snov.
Ko je dosežena želena temperatura, se na gredico in nabijalec nanese mazilo ali mazivo, da se deli ne zlepijo skupaj, nato pa se gredica prenese v jekleno posodo za stiskanje.
Oven izvaja pritisk na gredico, jo potiska skozi posodo in skozi matrico.Mehka, a trdna kovina se stisne skozi odprtino v matrici in izstopi iz stiskalnice.
Druga gredica se naloži in privari na prejšnjo in postopek se nadaljuje.Kompleksne oblike se lahko pojavijo iz stiskalnice za iztiskanje počasi kot en čevelj na minuto.Preprostejše oblike se lahko pojavijo tako hitro kot 200 čevljev na minuto.
Ko oblikovan profil doseže želeno dolžino, ga odrežemo in prenesemo na hladilno mizo, kjer ga hitro ohladimo z zrakom, vodnimi pršilci, vodnimi kopelmi ali meglicami.
Ko se aluminijeva ekstruzija ohladi, se premakne v raztegovalnico, kjer se zravna in utrdi, da se izboljša njegova trdota in moč ter sprostijo notranje napetosti.
Na tej stopnji se iztiski z žago razrežejo na želene dolžine.
Ko so ekstrudirani deli razrezani, jih je mogoče ohladiti pri sobni temperaturi ali prenesti v peči za staranje, kjer toplotna obdelava pospeši proces staranja v okolju z nadzorovano temperaturo.
Po ustreznem staranju je mogoče ekstrudirane profile dokončati (pobarvati ali anodizirati), izdelati (rezati, strojno obdelati, upogniti, zvariti, sestaviti) ali pripraviti za dostavo stranki.
Postopek iztiskanja aluminija dejansko izboljša lastnosti kovine in povzroči končni izdelek, ki je močnejši in bolj prožen kot prej.Prav tako ustvari tanko plast aluminijevega oksida na površini kovine, ki ji daje vremensko odporno in privlačno naravno končno obdelavo, ki ne zahteva nadaljnje obdelave, razen če je zaželena drugačna končna obdelava.
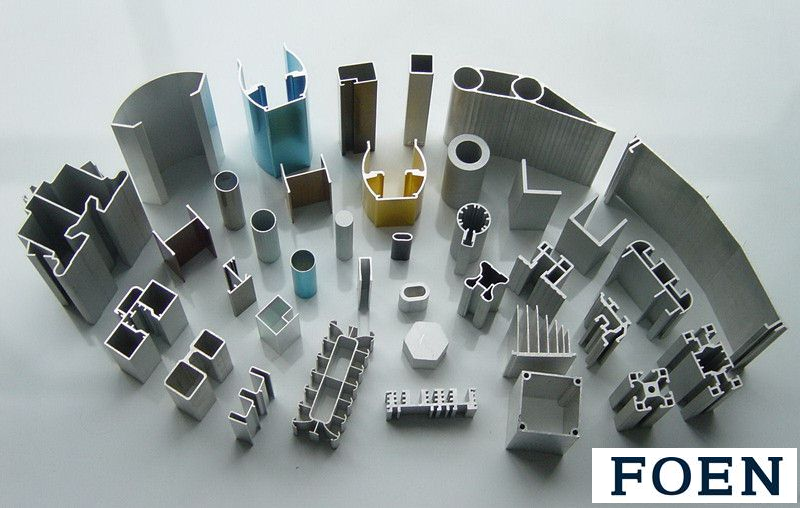
FOEN Aluminium Extrusion je vodilni svetovni proizvajalec ekstrudiranih aluminijastih profilov.Zadovoljimo lahko najzahtevnejše zahteve od standardnih profilov do kompleksnih večdelnih aluminijastih ekstruzij v standardnih in zaščitenih aluminijevih zlitinah z dimenzijsko natančnostjo in vrhunsko kakovostjo površine.

Naše državno omrežje proizvodnih in dobavnih zmogljivosti nam omogoča proizvodnjo vseh oblik, velikosti, zlitin in stanj.FOEN ponuja celovite rešitve za izdelke iz ekstrudiranega aluminija, ki jih potrebujejo avtomobilska industrija, industrija javnega prevoza, mostov in solarna/obnovljiva energija, kot tudi zelene aplikacije za trg gradbeništva.
Čas objave: 24. aprila 2022



